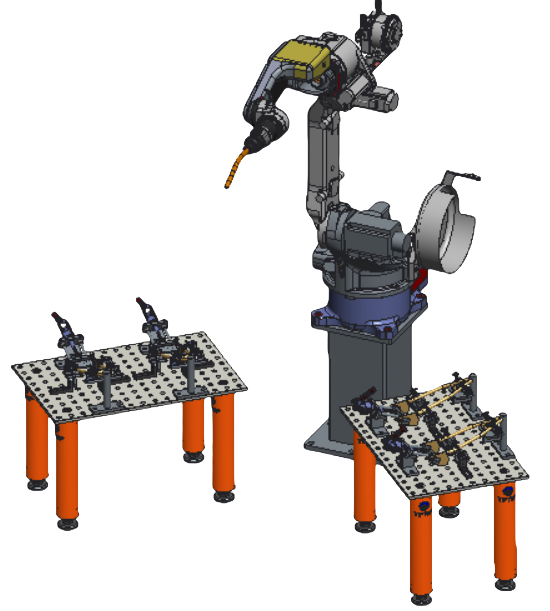
一、应用方案1:六轴双工位机器人焊接工作站(无变位机附加轴,N=0)车架前三角或车架后三角上叉焊接工作站
焊接工作站设有焊接机器人,配套设有智能送丝机与焊枪,驱控一体化控制柜,气瓶,智能MAG焊机,自动化防护挡板,四周设有外围围栏,保护门,两套车架三维柔性万能组合工装平台。
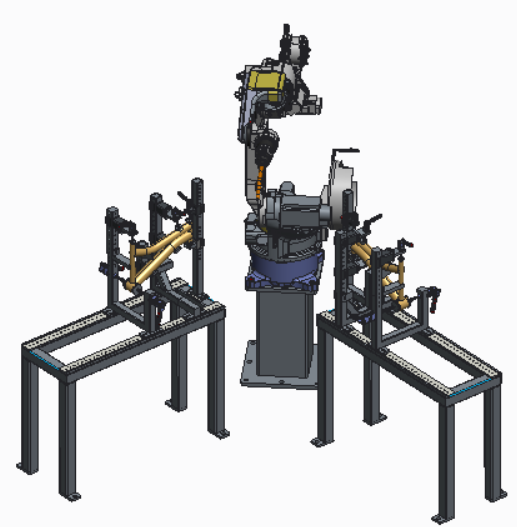
车架前三角焊接工作站示意图
车架后三角上叉焊接工作站示意图
车架前三角+后三角上叉焊接工作站示意图
该应用模式使用两套三维柔性万能组合工装平台,可以是两个车架后三角上叉工装、两个车架前三角工装以及车架前三角和后三角上叉各一套工装。双工位作业模式,在工装平台摆放上,与机器人本体的夹角呈现60°角。该角度可以为机器人焊接时提供更灵活的焊接角度以及更节省操作空间。
具体实施方案:
在车架后三角上下叉三维柔性工装平台上,根据工件长度进行相关工装夹具的安装以及工件安装,两组工装平台相对焊接机器人并排摆放,通过自动化防护挡板在焊接机器人进行工作时自动升起进行安全防护。
操作员在进行焊接作业时,启动焊接机器人进行焊接作业,利用预先编辑好的焊接程序完成单套后三角上下叉工件焊接作业,焊接完成后进行下料工序,再通过预约盒切换另一套焊接程序,完成第二套车架的焊接作业,之后再进行下料工序。在第二套车架焊接的同时,操作员完成另外一组工件的上料工序。H型双工位可降低焊接机器人运动时间,方便焊接机器人进行焊接。
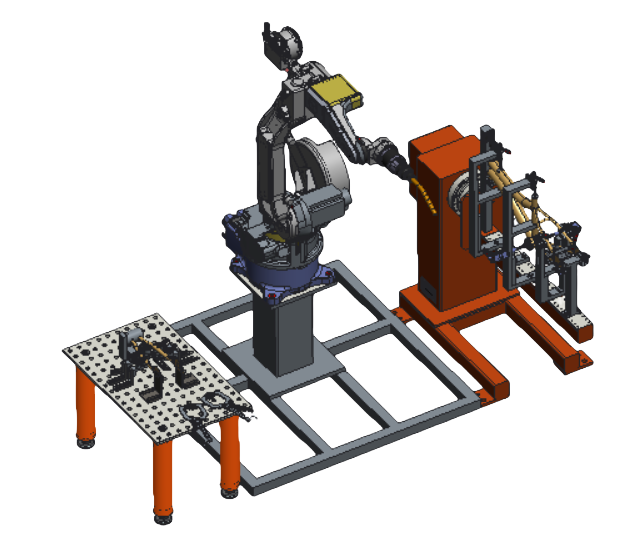
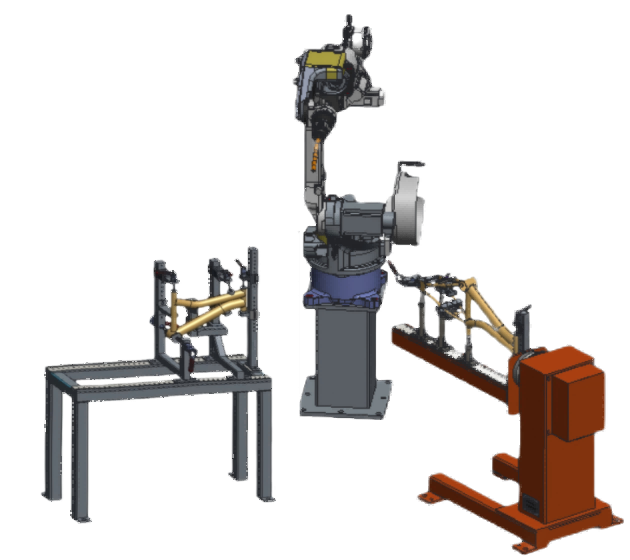
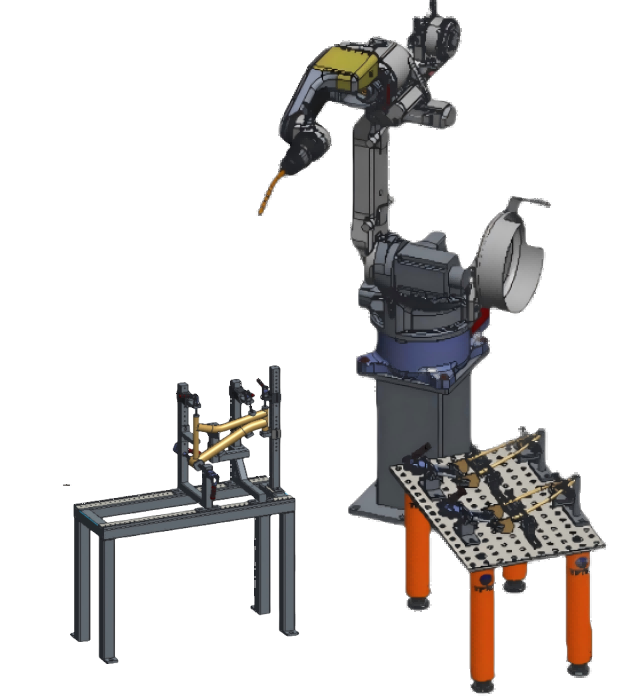
二、应用方案2:七轴双工位机器人焊接工作站(车架总装及车架前三角或车架后三角焊接工作站)(单变位机附加轴,N=1)
焊接工作站设有焊接机器人,配套设有智能送丝机与焊枪,驱控一体化控制器,气瓶,智能MAG焊机,自动化防护挡板,四周设有外围围栏,各一套车架前三角三维柔性万能组合工装平台或车架后三角上叉三维柔性万能组合工装平台和车架总装三维柔性万能组合工装平台。
 车架后三角上叉+车架总装焊接工作站示意图
车架后三角上叉+车架总装焊接工作站示意图
车架前三角+车架总装焊接工作站示意图
该工作站通过八字型双工位,一次可焊接一套后三角上下叉工件和一套总装工件,操作员通过快速简易安装即可定位工件,通过驱控一体化控制柜等设备为焊接机器人提供动力和应急急停安全保护。
在车架后三角上下叉和车架总装三维柔性工装平台上,根据工件长度进行相关工装夹具的安装以及工件上料,两组工装平台相对焊接机器人并排摆放,通过自动化防护挡板在焊接机器人进行工作时自动升起进行安全防护。
操作员在进行焊接作业时,启动焊接机器人进行焊接作业,利用预先编辑好的焊接程序完成一套后三角上下叉工件和一套车架总装工件焊接作业,焊接完成后进行下料工序,再通过预约盒切换另一套焊接程序,完成第二套车架的焊接作业,之后再进行下料工序。在第二套车架焊接的同时,操作员完成另外一组工件的上料工序。H型双工位可降低焊接机器人运动时间,方便焊接机器人进行焊接。
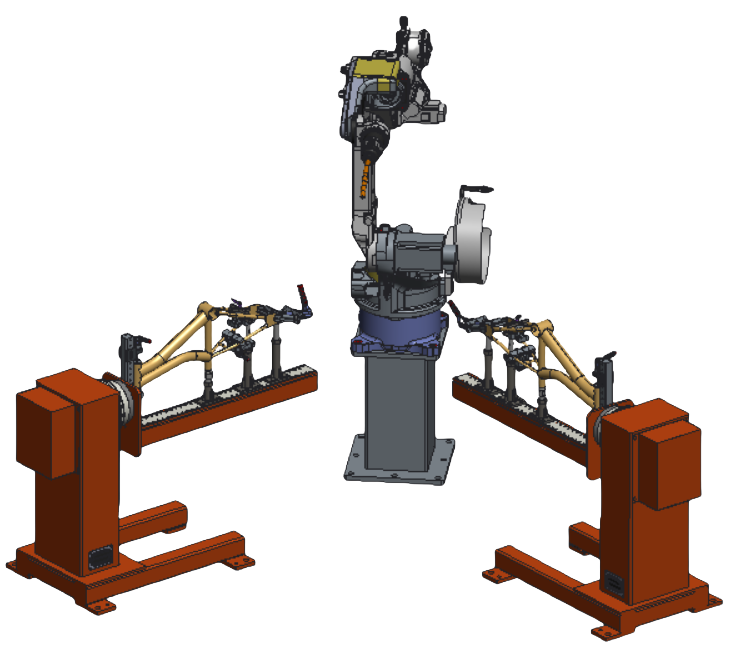
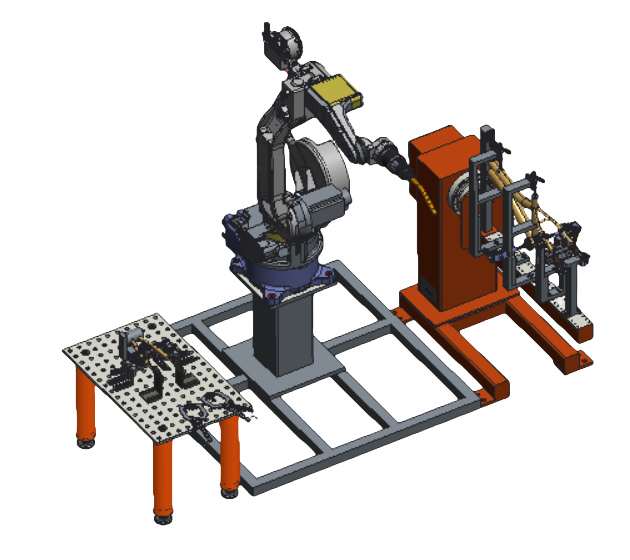
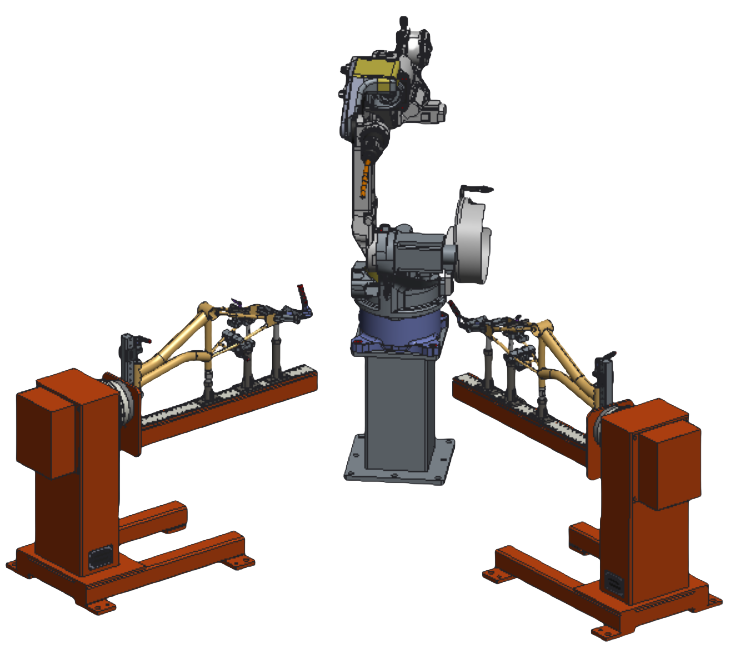
三、应用方案3:八轴双工位机器人焊接工作站(车架总装焊接工作站)(双附加轴变位机,N=2)
焊接工作站设有焊接机器人,配套设有智能送丝机与焊枪,驱控一体化控制器,气瓶,智能MAG焊机,自动化防护挡板,四周设有外围围栏,两套车架总装三维柔性万能组合工装平台及两个L型附加轴变位机。
车架总装焊接工作站效果图
该工作站通过八字型双工位总装变位机一次可焊接两套自行车车架,操作员通过快速简易安装即可定位车架,通过驱控一体化控制柜等设备为焊接机器人提供动力和应急急停安全保护。
具体实施方案:
在L型车架总装三维柔性组合工装支架上,根据车架长度进行相关工装夹具的安装以及工件安装,两台变位机相对焊接机器人呈60°角摆放,通过自动化防护挡板在焊接机器人进行工作时自动升起进行安全防护。
操作员在进行焊接作业时,启动焊接机器人进行焊接作业,利用预先编辑好的焊接程序完成单套车架焊接作业,焊接完成后进行下料工序,再通过预约盒切换另一套焊接程序,完成第二套车架的焊接作业,之后再进行下料工序。在第二套车架焊接的同时,操作员完成另外一组工件的上料工序。八字型双工位可降低焊接机器人运动时间,方便焊接机器人进行焊接。







